|
一.概述
重油催化裂化助剂是山东科信石油化工有限公司研发和生产催化新材料,是CDM技术和CDZ技术有机结合的产物,目前已在30多家国有和地方炼油企业使用,对劣质重油和燃料油使用该助剂后表现了出良好的裂化和抗金属性能、以及优异产品分布性,得到客户认可和好评。
二.重油催 化裂化助剂的技术特色 :
一) . CDM 技术
1. CDM 技术是在原位晶化基础之上经过化学设计,使活性基质的成分、孔结构、表面积可控可变。以改善助剂对油气分子可接近性、裂化性、磨损性能以及对干气、焦炭的选择性。我公司已开发出了CDM-180 、 CDM-185 、 CDM-190 、 CDM-195 等系列活性基质。(见表1)
表 1 CDM基质物性对比
|
基质规格
|
基质比表面
|
基质孔体积
|
活性尖晶石组分
|
|
CDM-180
|
低
|
小
|
少
|
|
CDM-185
|
中
|
中
|
中
|
|
CDM-190
|
较高
|
较大
|
较高
|
|
CDM-195
|
高
|
大
|
高
|
2.CDM 基质的特点:
具有独特的微观结构(见图 -1 );
图1 CDM 基质与半合成催化剂基质 SEM 照片对比
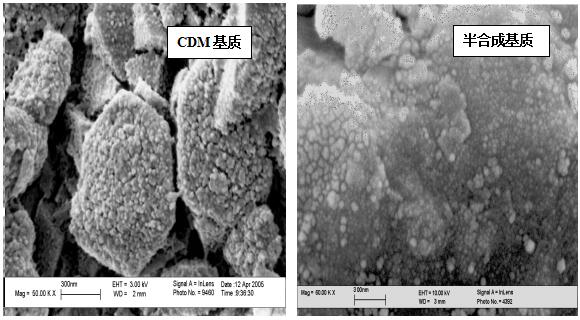
1 ) . 丰富的活性孔道和大的比表面积;
2 ) . 富含可钝化 Ni 、 V 的尖晶石组分;
3 ) . 基质酸性不同于半合成催化助剂(见图 2 )。
图2 不同基质 B 、 L 酸对比
二) . CDZ 技术
1. CDZ 技术 是对原位晶化合成在高岭土表面上的活性组元( NaY ),通过化学、物理及表面改性等方法,调控活性组元的类型、骨架硅铝比等指标开发的改性技术。公司已开发出了 CDZ-100 、 CDZ-200 、 CDZ-300 等系列活性组元(见表2)。
表2 CDZ 活性组元物性对比
|
活性组元规格
|
Si/AI
|
分子筛比表面
|
结晶度
|
|
CDZ-100
|
低
|
高
|
高
|
|
CDZ-200
|
中
|
中
|
中
|
|
CDZ-300
|
高
|
低
|
低
|
2.CDZ 技术特点 :
1 )稀土元素占据分子筛的超笼位(见图 3 、 4 );
图3 分子筛超笼位示意图
图 4 稀土元素占据分子筛的超笼位(与半合成对比) 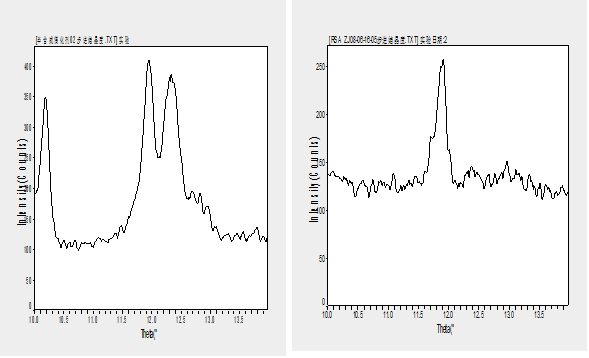
2) 活性组元(分子筛)晶粒尺寸在 5nm-30nm 之间,具有纳米材料效应 (见图1);
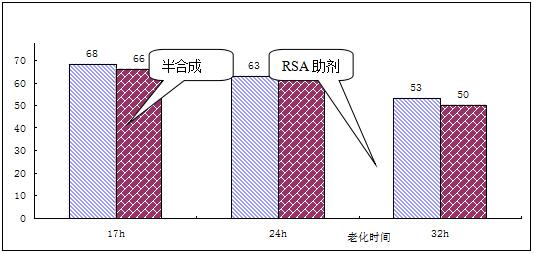
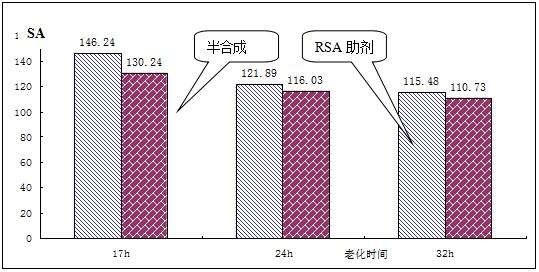
3) 活性组元有良好的水热稳定性(见图 5 ) 。
图5 RSA助剂与半合成助剂水热老化对比
三)CDM 和 CDZ 组合技术特点:
1.活性组元(分子筛)分布在催化助剂基质孔道的外表面(见图6),提高了活性组元的利用率;
图6 RSA 活性组元与活性基质分布图
2. 具有优异的油气分子与催化助剂的可接近性;
3. 活性组元与基质以化学键结合,因此具有良好的抗磨性。
三. RSA -200 Ⅱ稀土重油催化裂化助剂 - 增加轻油收率
以增加轻油收率的助剂 RSA -200 Ⅱ是山东科信石油化工有限公司根据市场变化 , 在原位晶化基础之上总结开发的 CDM 技术和 CDZ 技术有机组合的产物 , 以提高催化裂化轻油收率 , 并满足不同客户的需求 ( 见表 1) 的产品。
表1 RSA -200 Ⅱ 增产汽油转化助剂
|
项 目
|
RSA -200 Ⅱ
|
|
活性组元
|
CDZ-100 / CDZ-200
|
|
基 质
|
CDM-190 / CDM-195
|
|
加工原料
|
渣油、燃料油、蜡油掺渣
|
|
平衡剂金属水平
|
中/高
|
|
分子筛表面积
|
中/高
|
|
基质表面积
|
中/高
|
1.RSA -200 Ⅱ 助剂特点:
1)优异的汽油选择性;抗金属能力和重油裂化能力强。
2)RSA -200 Ⅱ 助剂应用效果:
3)RSA -200 Ⅱ 助剂占藏量的 20-30% 时,可增加轻收 1.5-2.0% 。
4)RSA -200 Ⅱ 小型提升管评价
四 . 实验数据
RSA -200 Ⅱ增产轻质油催化裂化助剂是我公司 CDM 技术与 CDZ 技术的有机组合;为客户催化裂化装置提高汽柴油收率而设计的(其特点见下表 1 )。
表 1 RSA -200 Ⅱ 增产轻质油催化裂化助剂
|
项 目
|
RSA -200 Ⅱ
|
|
活性组元
|
CDZ-100 / CDZ-200
|
|
基 质
|
CDM-180 / CDM-185
|
|
加工原料
|
渣油、燃料油、蜡油掺渣
|
|
平衡剂金属水平
|
中 / 高
|
|
分子筛表面积
|
中
|
|
基质表面积
|
中
|
RSA -200 Ⅱ 助剂特点:
抗优异的焦炭和干气选择性,良好的重油裂化能力。
RSA -200 Ⅱ 助剂应用效果:
RSA -200 Ⅱ 助剂占藏量的 10-25% 时,轻油产率可增加 0.5-1.5% 。
RSA -200 Ⅱ 小型提升管评价
我公司使用洛阳石油化工工程公司炼制研究所设计生产的 TSGCH-1 型高低并列式催化裂化试验装置(小型提升管)
1.对某客户使用的平衡剂掺加 RSA -200 Ⅱ 助剂前后评价对比如下:
表 2 试验操作参数
|
操作条件
|
单位
|
试验装置运行参数
|
|
反应温度
|
℃
|
515
|
|
反应压力
|
MPa
|
0.014
|
|
再生温度
|
℃
|
680
|
|
原料油预热温度
|
℃
|
280
|
|
进油量
|
kg/h
|
0.80
|
|
进水量
|
kg/h
|
0.24
|
|
进氮气量
|
L/h
|
40.0
|
|
评价时间
|
h
|
4.0
|
|
剂油比
|
|
7.80
|
表 3 某客户平衡剂分析结果
|
检测项目
|
单位
|
结果
|
检测项目
|
单位
|
结果
|
|
Fe
|
ppm
|
56 25
|
V 孔
|
ml/g
|
0. 30
|
|
Ca
|
ppm
|
6190
|
ρ 表
|
g/ml
|
0.8 5
|
|
Na
|
ppm
|
3100
|
SA
|
㎡ /g
|
11 7
|
|
Ni
|
ppm
|
9180
|
MA
|
%
|
6 7
|
|
V
|
ppm
|
1845
|
0 - 20um
|
%
|
0. 00
|
|
|
|
|
20 - 40um
|
%
|
8.35
|
|
|
|
|
A.P.S
|
um
|
72.85
|
表 4 某客户试验油品分析结果
|
检测项目
|
单位
|
结果
|
检测项目
|
单位
|
结果
|
|
Fe
|
ppm
|
11
|
沥青质
|
%
|
1.32
|
|
Ca
|
ppm
|
17
|
饱和烃
|
%
|
60.42
|
|
Na
|
ppm
|
2
|
芳香烃
|
%
|
23.15
|
|
Ni
|
ppm
|
1 0
|
胶 质
|
%
|
13. 13
|
|
V
|
ppm
|
< 1
|
残 碳
|
%
|
4.65
|
表 5 RSA -200 Ⅱ添加模拟工业试验结果
|
项 目
|
0% RSA -200 Ⅱ助剂
|
25% RSA -200 Ⅱ助剂
|
对比
|
|
干气
|
2.79
|
2.50
|
-0.29
|
|
液化气
|
14.57
|
15.05
|
0.49
|
|
汽油 +
|
35.47
|
37.91
|
2. 44
|
|
柴油
|
21.42
|
21.13
|
-0.29
|
|
重油
|
15.81
|
13.87
|
- 1.94
|
|
焦炭
|
8.43
|
8. 0 4
|
-0.39
|
|
损失
|
1.53
|
1.49
|
-0.04
|
|
轻质油收率
|
56.89
|
59.04
|
2.1 5
|
|
总液收
|
71.4 6
|
74. 09
|
2.6 3
|
|
总收率
|
87.27
|
87.96
|
0.69
|
2. 对比结论:添加 25% RSA -200 Ⅱ 助剂后,轻油收率提升 2.15% 。
五 .RSA -200 Ⅱ 助剂使用方法
1.RSA -200 Ⅱ增产轻质油催化裂化助剂与其它配合使用的主催化剂混合按正常的补充 加料速度加入系统,无特殊要求;
2. 一般地, RSA-200 Ⅱ增产轻质油催化裂化助剂应占系统藏量在20%以上,其性能才能充分表现出来。
3. RSA -200 Ⅱ 重油催化裂化助剂包装、运输与贮存
1).包装形式:有内衬塑料袋的编织袋包装,每袋25kg或 500kg ;
2).运输:运输过程中应避免雨淋和碰撞;
3).贮存:存放在干燥、通风良好的库房中;
山东科信石油化工有限公司 向顾客提供的服务
产品说明书和用户导则;
1. 油品检测服务(检测项目:密度、粘度、减压流程、残炭、碱氮、四组分、钠、钙、铁、镍、铜、钒等金属杂质);
平衡剂检测服务(检测项目:金属杂质、粒度分布、密度、比表面、晶胞参数、微反活性等;
2.新鲜催化剂性能分析检测;
3.催化装置操作咨询诊断 ;
4.按用户需求评选或定制各类助剂(催化剂);
5.用户需求的其他技术服务。
|

